|
Design of the EXO
copper These pictures are renderings of the solid model BE has created of the copper inner vessel to hold the enriched xenon in EXO. This page shows the shapes of parts to be machined from the radio-pure copper we are getting from Europe. The copper comes in two thicknesses, 5 mm and 25 mm. Some parts we will machine from the thicker plate, and some parts we will roll, weld and then machine from the thinner plate.
We would like to use e-beam welding as much as possible because it is far less likely to introduce radioactive impurities to the vessel. EXO is intended to be a precision measurement of a very rare nuclear disintegration, so the background from other radioactive disintegrations must be lowered as far as possible. Copper in particular is troublesome in that it gets activated by cosmic rays when it is on the surface of the earth unshielded. To keep our copper as clean as possible of this activation, it can only be on the surface of the earth for a limited period of time. When it is not being worked on, the copper must be stored underground or under heavy shielding.
Click on any of the thumbnails to get an enlarged view. You are welcome to download any of the images. If they are used for other than private viewing, credit to Bartoszek Engineering would be appreciated.
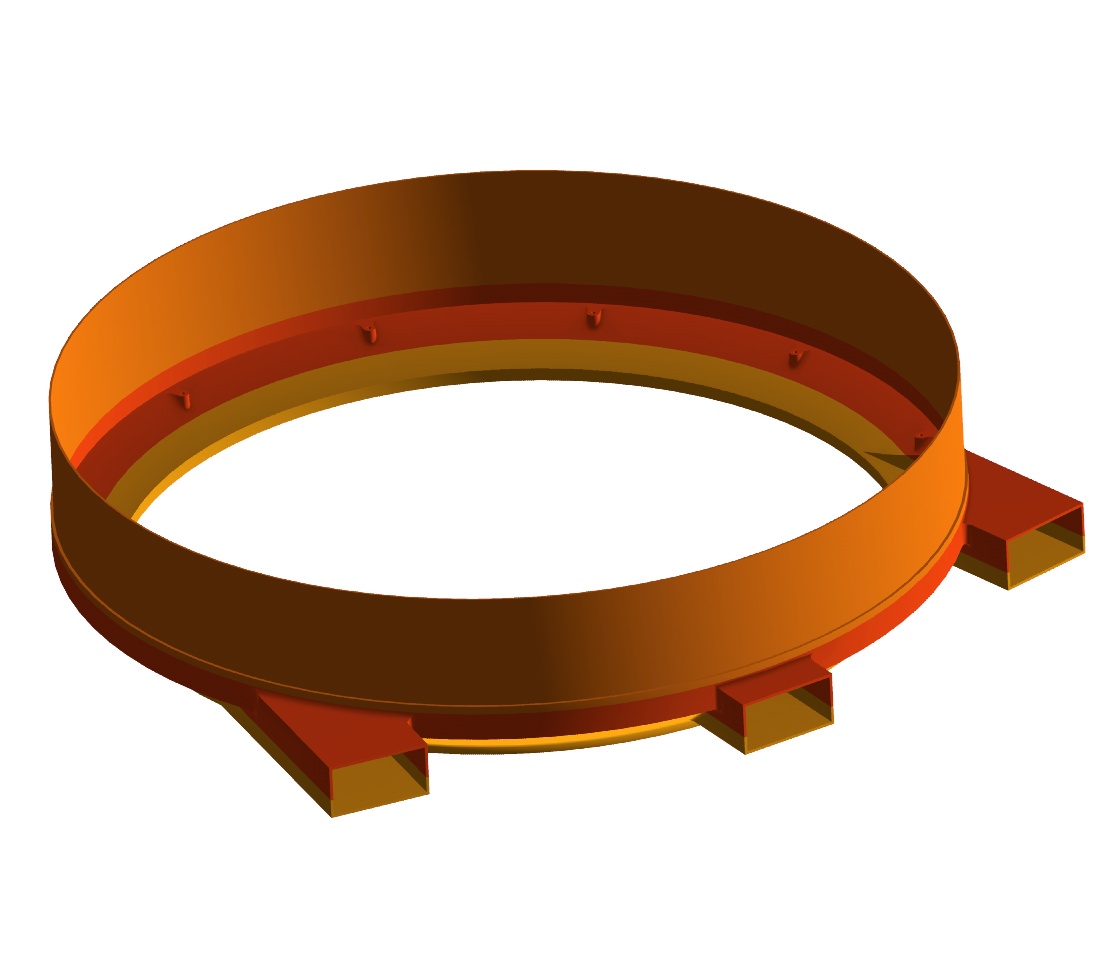
The first step is to machine the parts of the central vessel from the stock we have. This is Cone 1. It has the bolt hole features on it that the internal structure of the detector mount to when the vessel is complete.
These pictures show Cone 2. Together, they form the ports to route cables, vacuum and liquid xenon as shown in the next set of pictures. Two of each Cone 1 and Cone 2 are required.
Cone 1 and Cone 2 are welded together. Our hope is that the irregular contour of the weld line will not be a problem for electron beam welding. We are looking for 100% full penetration, vacuum leak tight welds.
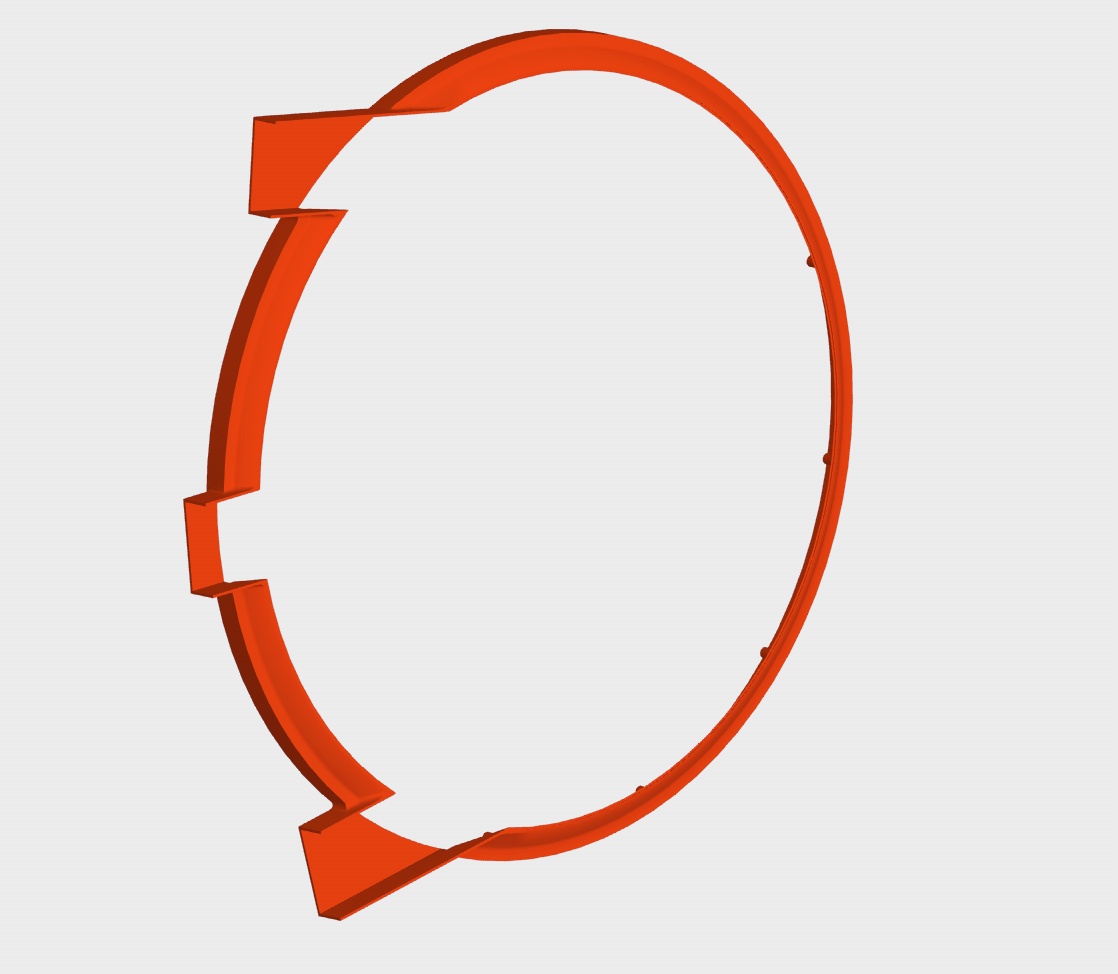
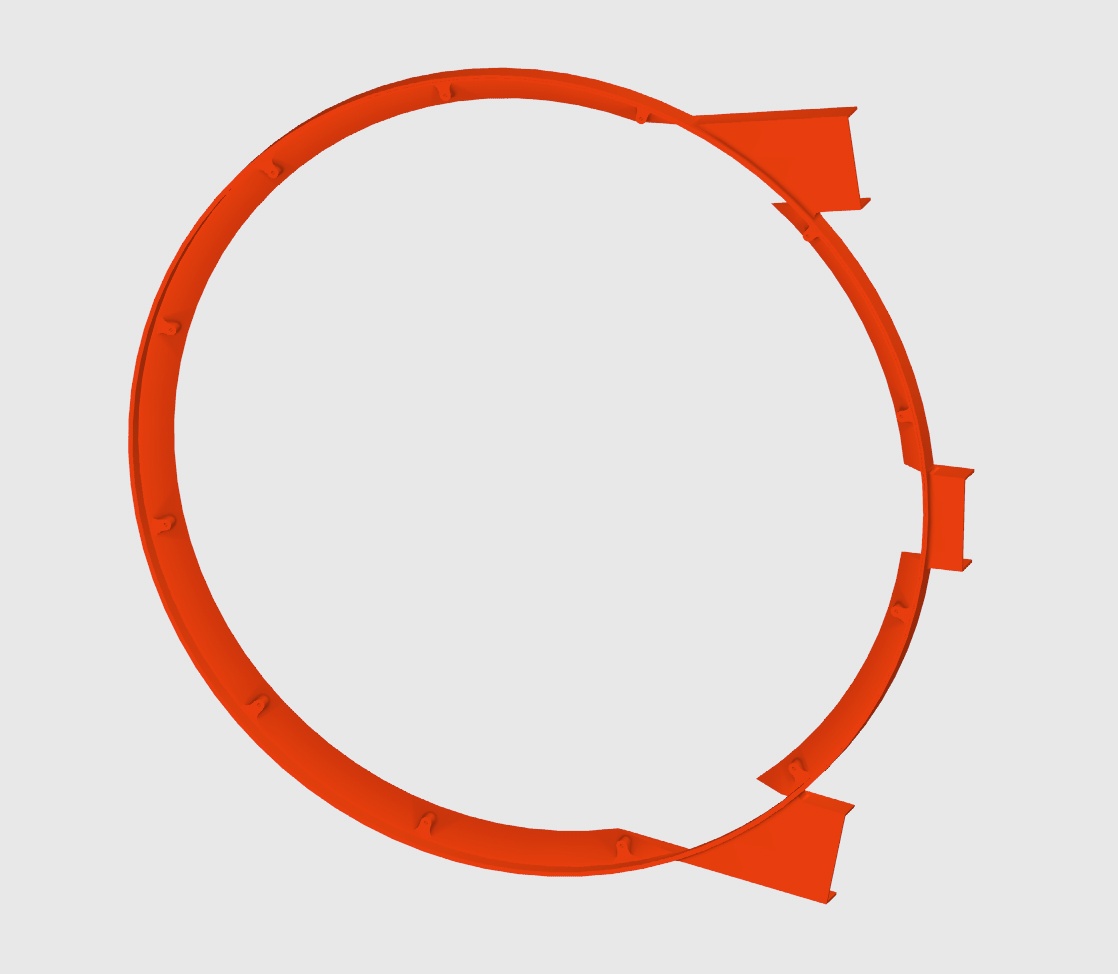
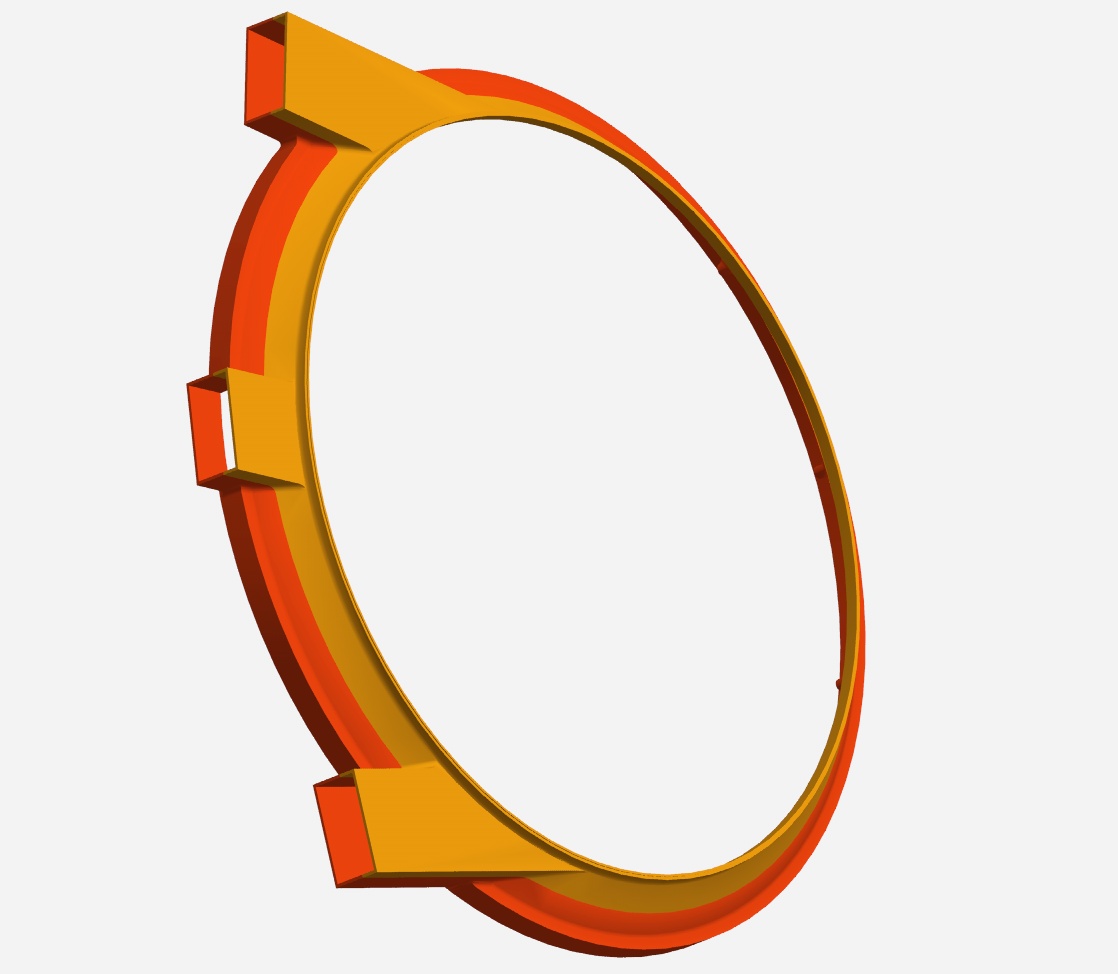
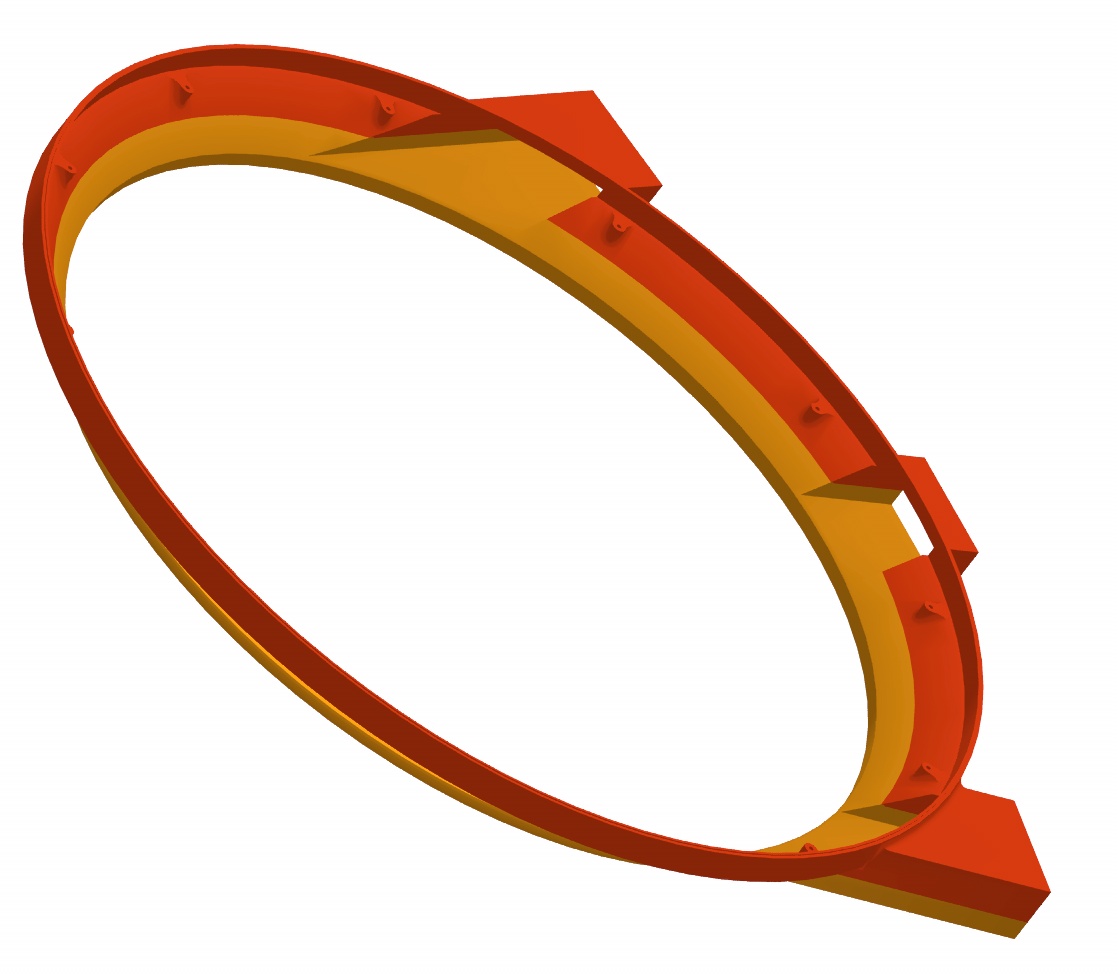
This picture shows a piece called a "weld ring" welded to the Cone 1-2 assembly. These pictures are not intended to show the exact order of welding for the parts, just one possible scenario. The exact order is up to the welding vendor.
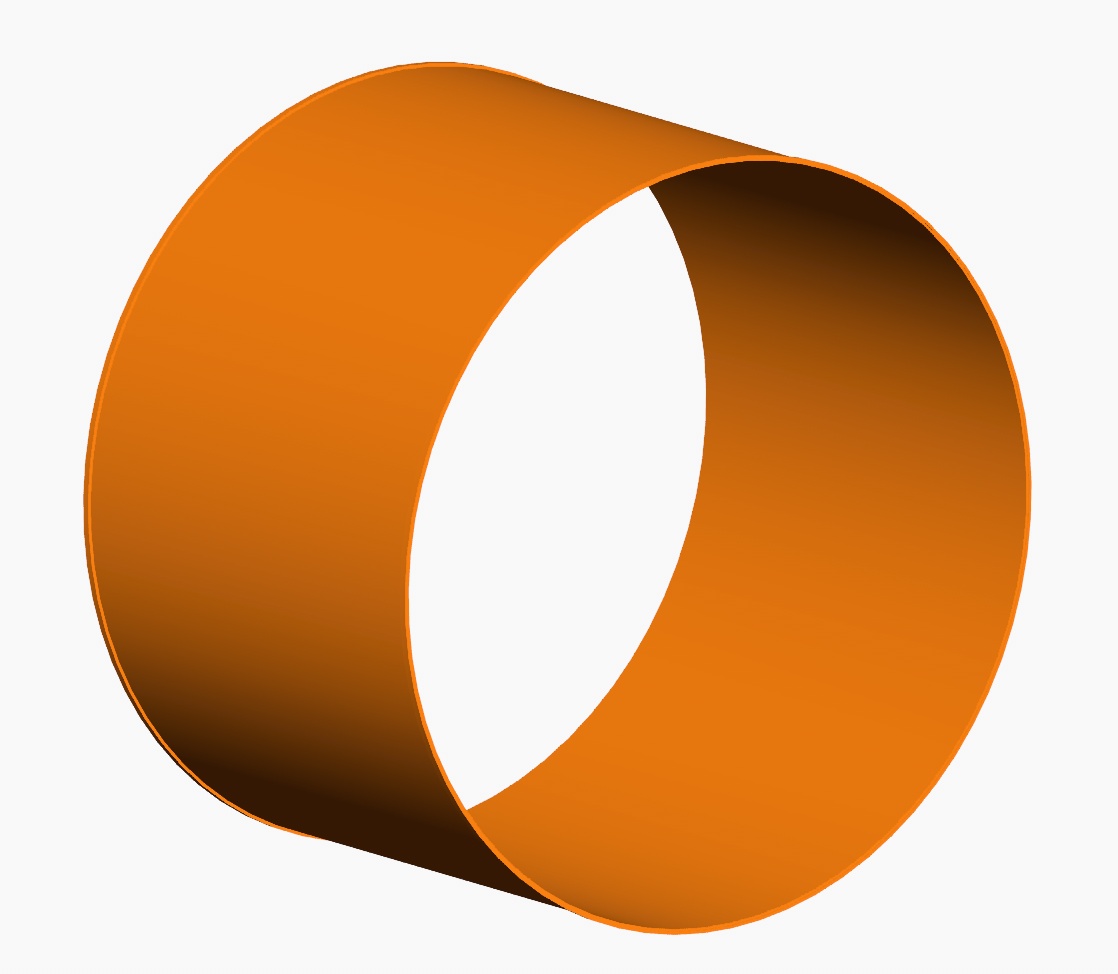
This tube is made from rolling and welding the 5 mm thick copper sheet. It forms the center of the EXO vessel. Hopefully we can do the seam weld with e-beam. It remains to be seen whether there will be any trouble planishing the edges of the seam. As long as the final 5 mm thick tube is round enough, it should be possible to machine the final thickness part from it.
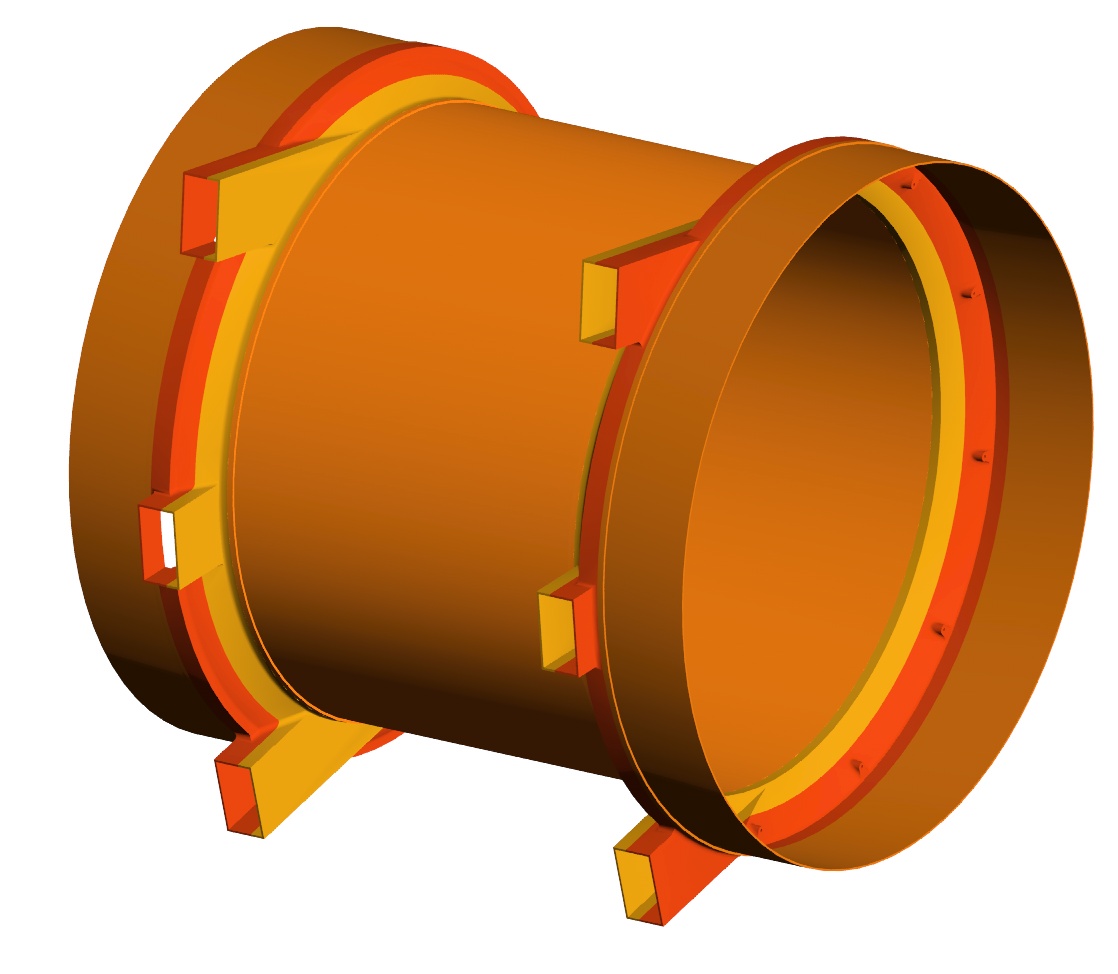
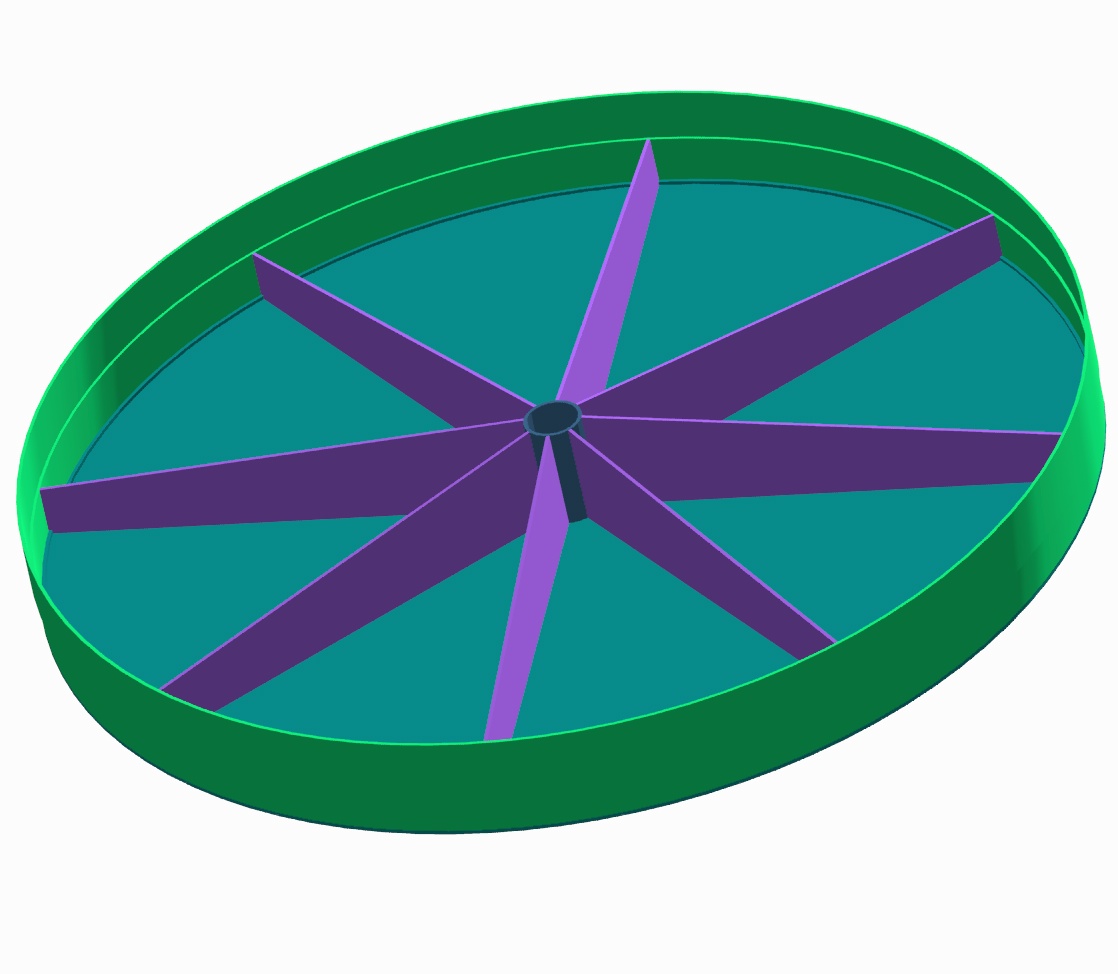
This picture shows the Inner Vessel all welded together and ready to attach to the legs that support it from the flange of its cryostat.
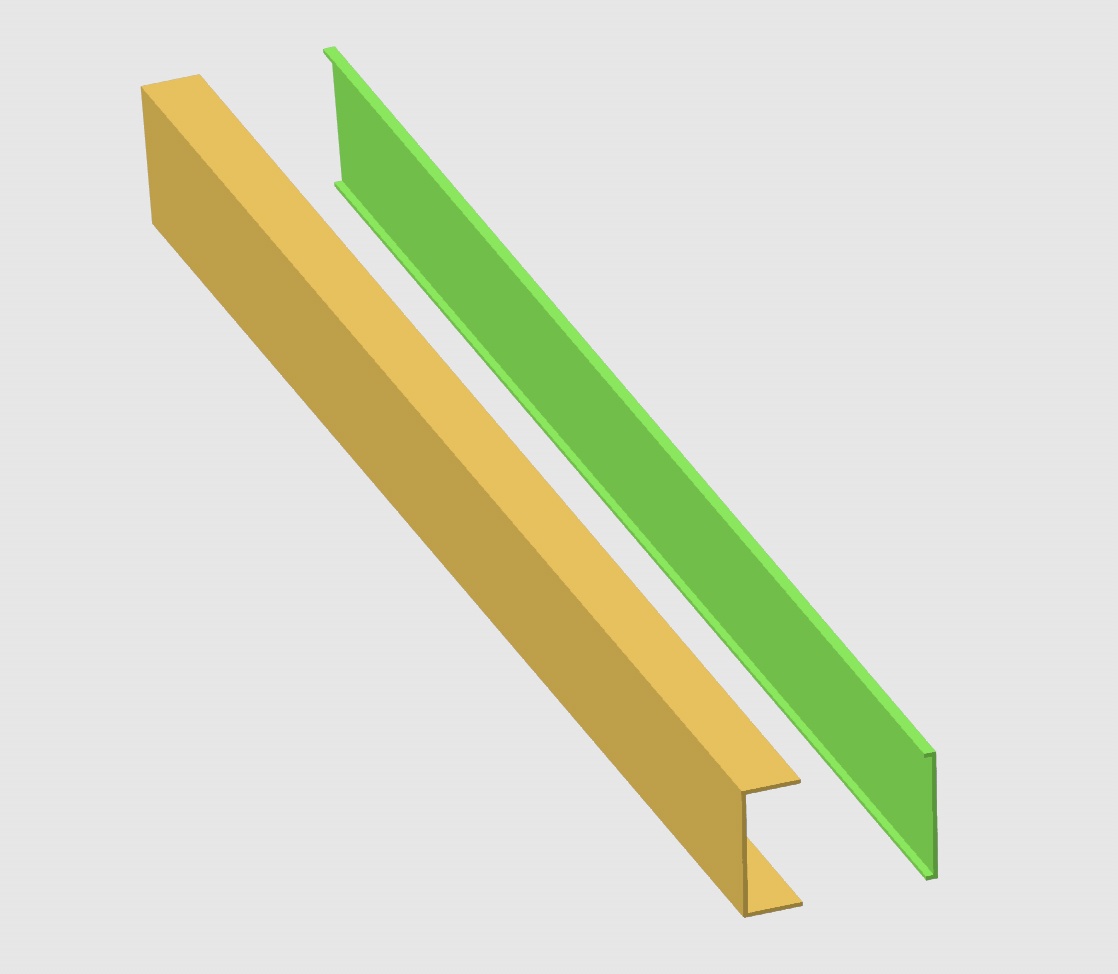
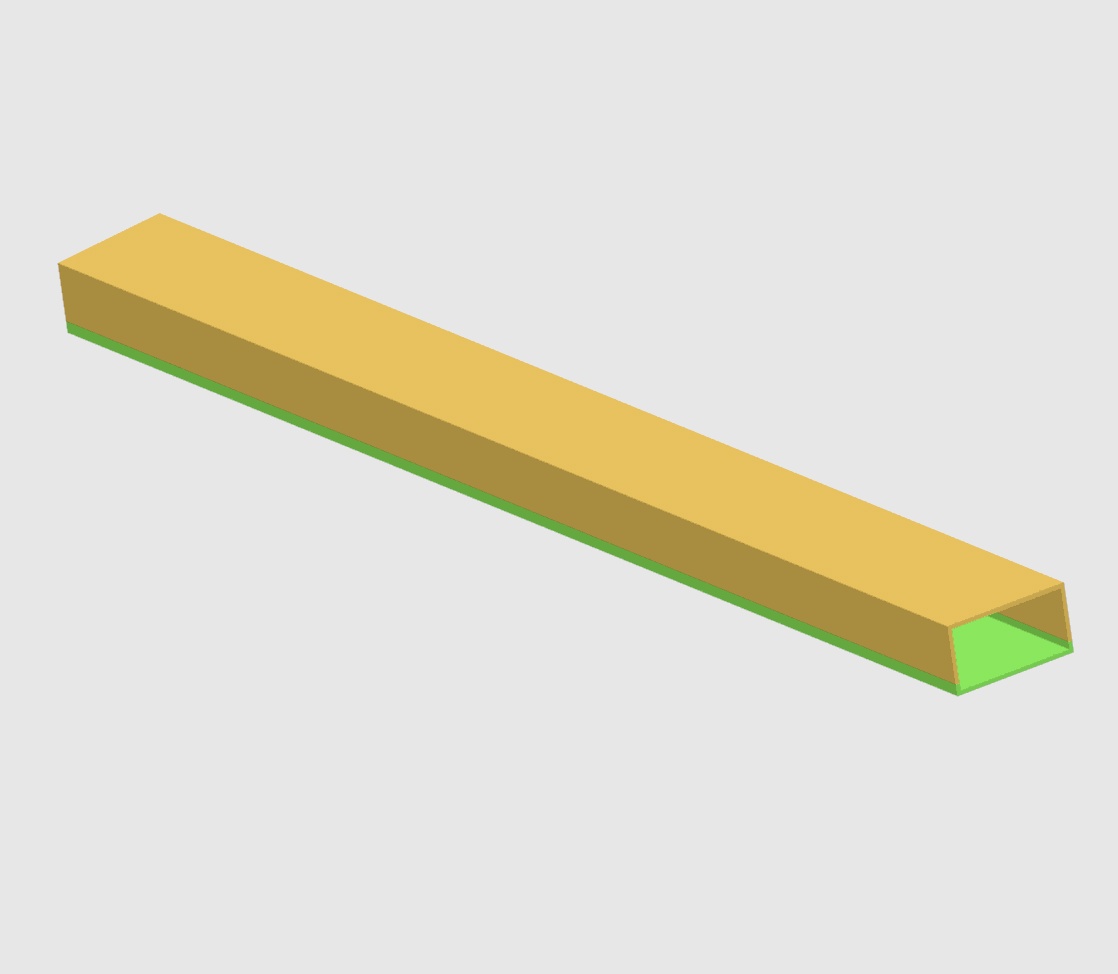
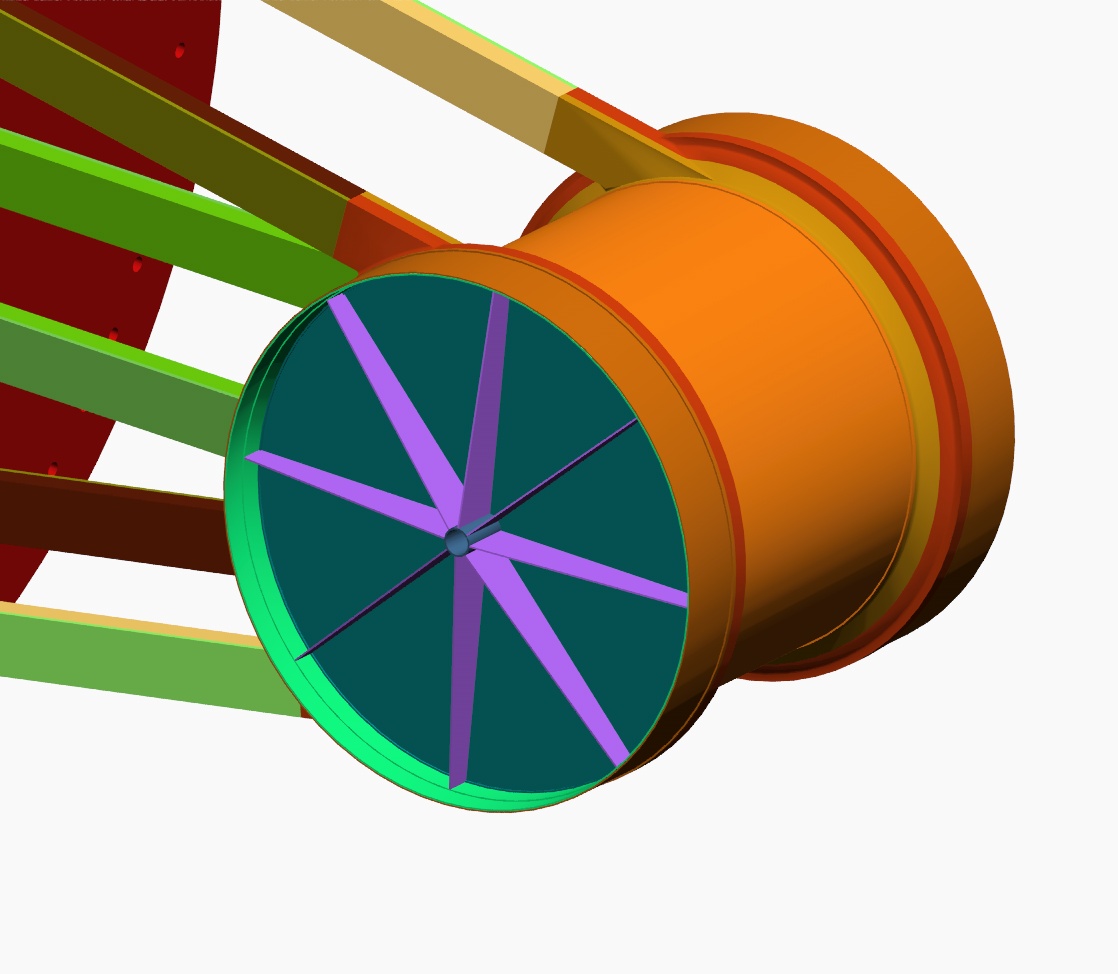
These pictures are representative of the construction of the legs of the Inner Vessel. One piece is machined from the 5 mm thick material and the other from the 25 mm thick material. They are also e-beam welded together.
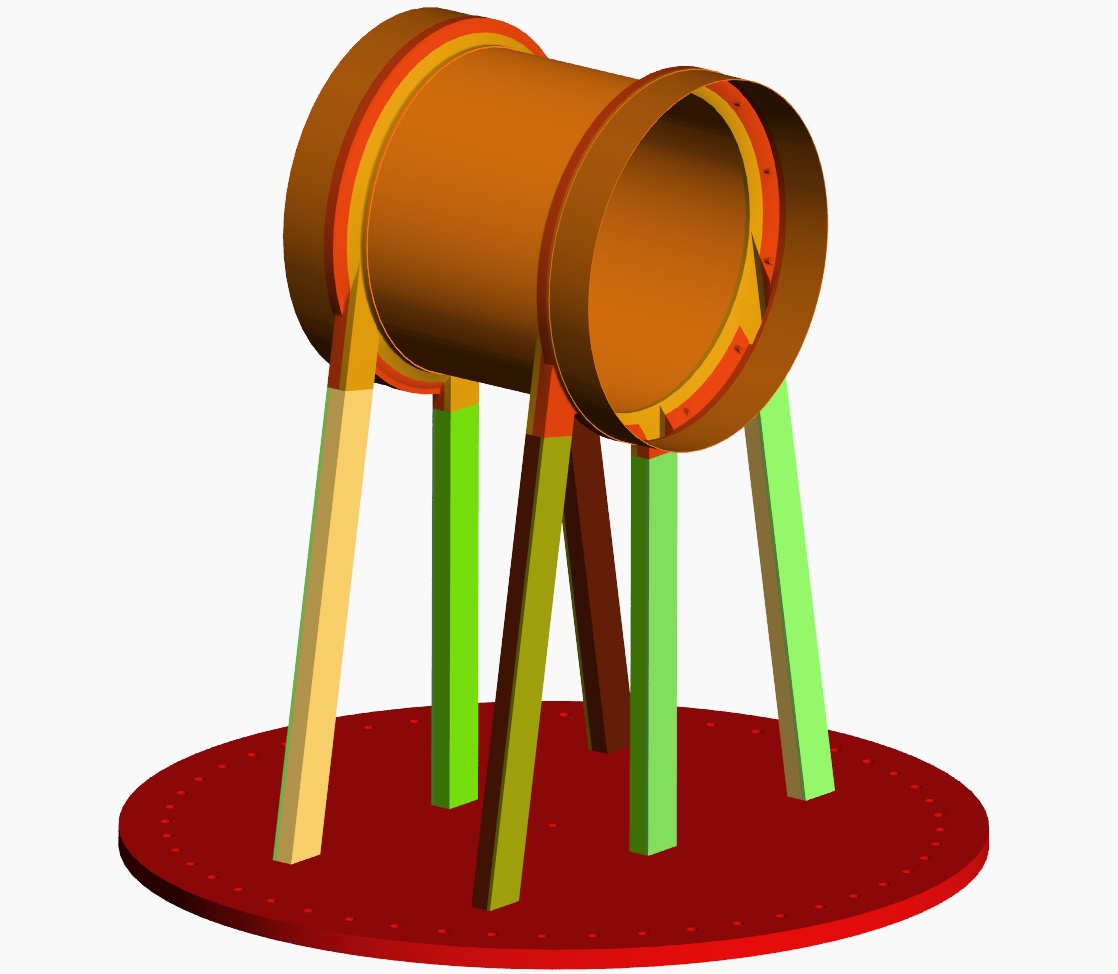
The next step is to weld the legs onto the vessel and onto the copper flange that hold the vessel cantilevered from it. It is currently conceived that this operation is a TIG welding job. One "leg" that is not shown is a high voltage feed-through which is still being designed. It will attach to the center of the flange.
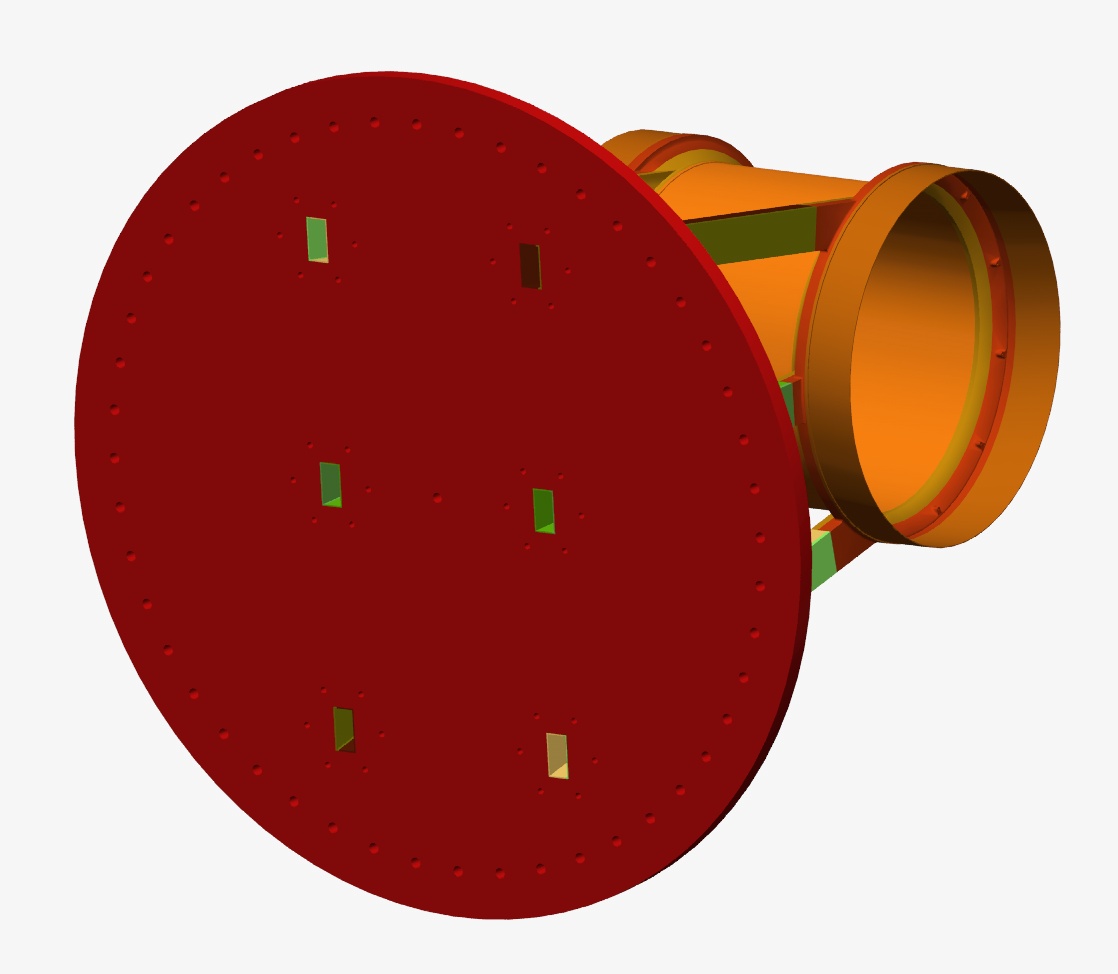
The legs pass all the way through the flange. Not shown is the weld prep machined into the outside of the flange around each leg. This is probably also a TIG job.
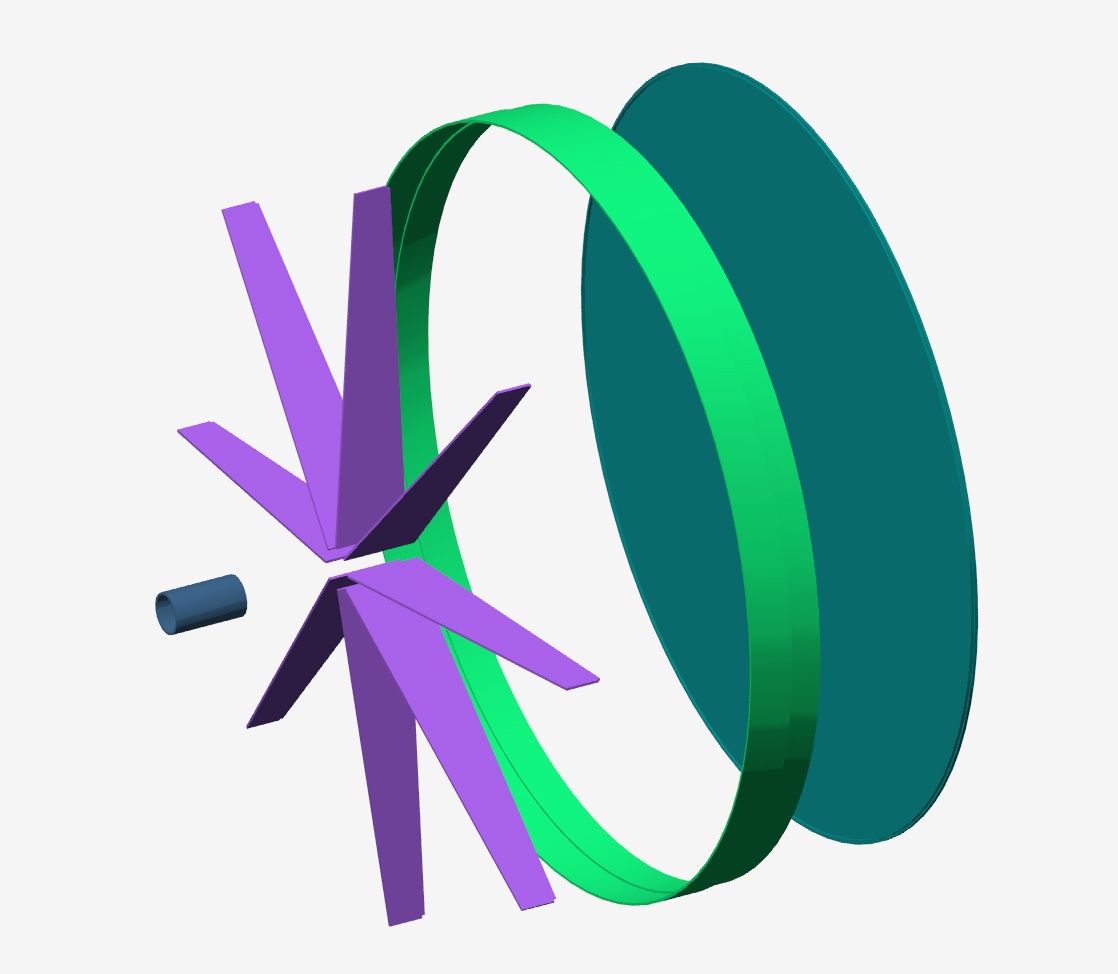
The last two assemblies to fabricate are the end caps that close the ends of the vessel. These are currently conceived to be made from the 5 mm thick sheet and welded together. It is not clear if this can be e-beam welded together.
The final two welds on the vessel attach the end caps and close the vessel. These are intended to be field TIG welds. If something needs repair inside the vessel, the welds around the rim can be cut and the end cap removed. Once the repair is done, the rims are re-welded and the vessel put back in service.
Back to the EXO Main Page Page
Back to the Bartoszek Engineering Projects Page
Back to the Bartoszek Engineering Home Page
|